2023-10-18 14:53:45 Author: blogs.sap.com(查看原文) 阅读量:5 收藏
Welcome back to a recipe how to become a superhero in today’s digital enterprises!
In my initial blog-post on “from Product Development to Manufacturing” we were discovering motivations in different industries and business processes why it is important to bring different departments closer together, with a dedicated focus on product development and manufacturing. As we want to aim for highly efficient change management, synchronous engineering and continuous improvement, ideally realizing constant handshakes instead of one-time handovers.
For this we also need to get an understanding, what ingredients do influence the potential system- and data-based flavors when product development is interacting with other departments such as manufacturing. Please note again that we are focusing on discrete manufacturing industries for now.

From Product Development to Manufacturing… How?
“The handover from Product Engineering to Manufacturing is relevant in every single project”. This is the very straight forward answer of one of our most experienced SAP senior consultants on engineering and end-to-end business process advisory in discrete industry, Edgar Schulemann:

However, very often people tend to equalize this process with the traditionally so called “EBOM to MBOM handover”, which is the transformation from an engineering bill-of-material (EBOM) to a manufacturing bill-of-material (MBOM). But, what if
- a company has no need to have both structures in place?
- there are different structures but not explicitly an engineering and a manufacturing bill-of-material?
- personas and roles in a company do not fit at all to an EBOM-MBOM concept?
- …
So, if you ask the beforementioned senior consultant, the answer will be the probably most famous one: It depends on… 😊
There are different ways and options of how companies transfer their data from product development to e.g. manufacturing today and how they can do in the future. At first, let us have a look at some typical aspects that are of relevance to identify which way may fit best for a company:

Aspects influencing the approach and tool selection
Industry:
One of the beauties of the manufacturing industry is its diversity. From producing jewelries or sport articles to builders of machines or impressively huge plants. All of them have their own but also some common challenges, which leads to appropriate information and data needs.
A common mistake is to consolidate all companies to one single profile and accompanied needs, that are dedicated to a specific industry, such as to aerospace or to automotive. However, there are more aspects that need to be considered, such as the dominating business process(es) within a company.
Business Process:
As a reminder and cross-reference, in part 1 of the blog-post series we have already considered exemplarily three selected business process, Engineer To Order (ETO), Configure To Order (CTO) and Make To Stock (MTS) and why bringing product engineering and manufacturing closer together. There are more such as Make To Order (MTO), Assemble To Order (ATO) and Configure To Order Plus (CTO+). Unfortunately, we can’t get into more details of the characteristics of the single business processes for now, but have a look at alternative sources, such as this blog-post by a former colleague.
Each business process brings its own challenges, needs, and trends. As an example, we observe a trend in engineering driven businesses to establish a more sophisticated EBOM, including mechatronics, within the IT landscape and work hard to have seamless up- and downstream connectivity to e.g. sales and production. Whereas companies following CTO+ must balance between high standardizations and very individualized products, to make the best out of a combination of both worlds, using ETO principles within a configuration process, talking about e.g. 60, 80, 120, 150, 170% and/or so called “super BOMs”. This leads to different needs of e.g., configuration information and sales and logistics data, such as colors and country specific materials.
Organization:
Companies grow differently and end up in diverse organizational structures and sizes. Hence, we need to consider how a company is doing daily business, what participants are there and what needs to be addressed, to support the value adding process as efficient as possible. A global player and leader of transport systems in ropewa y mobility says to have no need to make a difference between an EBOM and MBOM, as their product engineers are used to structure the BOM in a manufacturing way already fitting the needs of their production site next door to their office. An additional structure would simply increase complexity and efforts unnecessarily. Whereas prominent OEMs of automotive industry see the need to make a difference between an EBOM and MBOM clearly as given. Usually there are hundreds of product and manufacturing engineers, scattered globally. Manufacturing engineers have their own needs, do a re-structuring and add items just as needed for the manufacturing process, to best link it then to a generic or plant-specific Bill of Process (BOP), to later enrich it to a routing which finally is an essential part of the production order.
IT-Infrastructure:
The IT infrastructure normally is set up how a company shall work and collaborate internally in an optimal way. However, after decades of processing daily business, the given IT infrastructure might also influence how people have been used to working together and what communication channels are available. For instance, is there a PDM or PLM system in place that engineers are already used to working with? Is this a separate database and solution domain or directly integrated into the ERP backbone? What capabilities does the system provide, e.g. support of EBOM-MBOM handover?
And what about the company’s IT-strategy, will it stay as it is, or is or will be there an imminent change in the IT-infrastructure soon (e.g. moving to the cloud, RFP(s) on specific systems)?
Consequently, either a proposed approach and tool meets the infrastructural pre-conditions for doing appropriate handover/handshake between product and manufacturing engineering or the organization may need to go for some minor or major changes were needed to enhance business process accordingly.
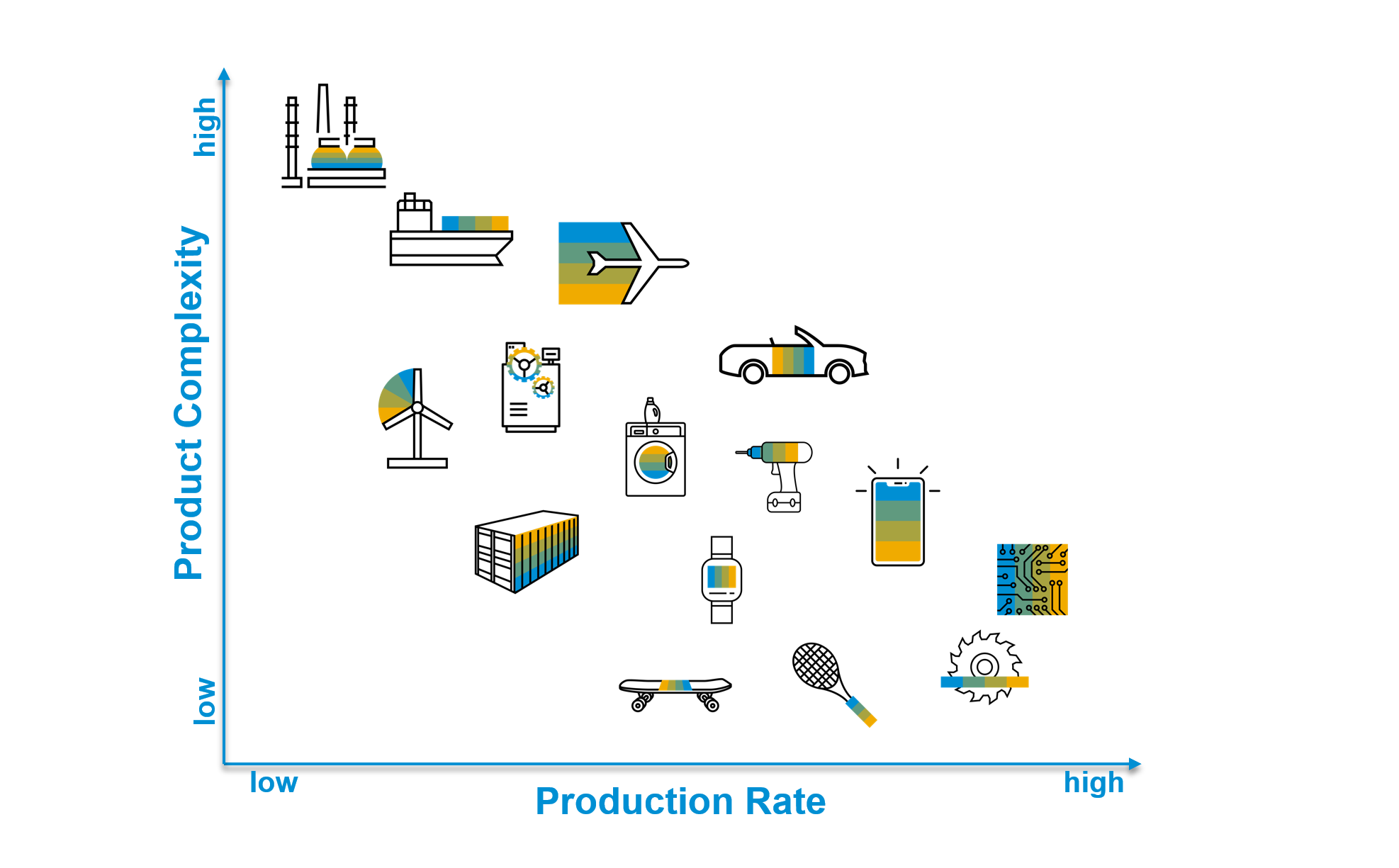
Product Complexity & Production Rate:
A further interesting aspect to consider is first, the complexity of the product that needs to be manufactured, mainly defined by the number of included parts and assemblies. And second, how many instances of this product are produced e.g. per year. A freighter- or passenger-shipbuilder has project lead times of potentially multiple years whereas the total number of parts/assembly easily exceeds a million. Usually dominated by Engineer-to-Order process and high importance of (late) change management. On the other extreme there are e.g. cutting tool producers where products may consist of only few parts however the production rate easily hits several hundred thousand pieces per year. Commonly following Make-To-Stock and having a broader product portfolio and high number of variants. In the chart below you see some selected products and how a company can be classified based on their usual product complexity and production rate, relatively to each other:

Exemplary businesses of discrete industry in relative comparison of product complexity versus production rate
Taking an example of an aluminum profile producer, the heads of digitalization, IT and processes clearly highlighted in their request for proposal that they are looking for a PDM (interestingly not PLM) solution. Vendors were explicitly asked not to stress topics such as EBOM-MBOM, as within their process flow only one BOM does exist. Because in their case, product engineers easily prepare the MBOM right from the beginning and hand it over as fast as possible to manufacturing, where the company has their clear focus on.
Production Characteristics:
Having a focus on a specific industry with a single approach does not automatically mean to have a one fits all solution. Having a closer look on a company’s production characteristic and position/role within the supply chain is essential. Let us take the automotive industry as an example. OEMs finalize the cars usually with a body-in-white, painting and final assembly procedure. Whereas body-in-white is fully packed with industrial robots, final assembly is dominated by manual assembly stations. In the final assembly line, also the powertrain gets installed into the car. However, considering the supplier of the powertrain, the production characteristic there might be dominated by tooling machines and manual assemblies, organized in a job shop production. Consequently, also the need and fit of dedicated digital approaches and tools for product engineering to manufacturing might differ remarkably from company to company, nevertheless they belong to the very same industry.
The Ingredients make the Flavor
This brings us back to the initial question, which technical flavors do exist, and which might fit then best to a company and its needs? Conclusively, based on discussed aspects/ingredients, the touchpoint and handover from product engineering to manufacturing does not always simply equal to the technical step of transferring an engineering bill-of-material to a manufacturing bill-of-material (EBOM-MBOM). In general, there might not even be the need to have one or both structures in place at all. And technically, there is no single solution that meets all potential needs and fits all.
From a structural (and potentially application) perspective, here are some prominent examples, how product development and manufacturing can be linked and communicate digitally with each other, based on the different possible combinations of before-mentioned aspects:
- CAD/DOCBOM-MBOM
- EBOM-MBOM
- EPS – xBOM
- xBOM-Plantspecific MBOM
- xBOM-WBS/PP
- PS/WBS-WBS/PP
By the way, did you know that there is a difference between a “PLM MBOM” and an “ERP MBOM” (likewise for “PLM routing” and “ERP routing”)? For instance, a MBOM in ERP not only meets engineering needs but also contextualizes logistical, project-related, commercial, production and order-specific information.
This all leads us to the superhero showdown and final question: How do these differences/approaches/flavors look like, what are alle that abbreviations about and what tools do exist to support those? This will be revealed in the very last part of the trilogy “From Product Engineering to Manufacturing – How to become a Superhero” – Stay tuned!
High time to also say Thank You to some colleagues, who contributed in different ways to this blog-post series:
Edgar Schulemann, Stefan Ziegler, Matt Chan, Sebastian Nolting, Frederik Breckwoldt, Frank Imbescheid, Lars Fossum, Dmitrii Kokarev, Carlos Portillo, Djamila Salmi, Deepak Rai Sharma, Morinaga Ryosuke, Sarah Mei Niesel; Andy Hancock, John McNiff
You can’t wait till release of part three and have some urgent requests, such as an ongoing digitalization project? Don’t hesitate to reach out to your SAP consultant, me or to one of my colleagues.
如有侵权请联系:admin#unsafe.sh